material

Despite its apparent ubiquity, materiality is a slippery topic. To date, most discussions of materiality have in fact been evasions of materiality; they focus upon materiality as a social actor, as a semiotic object, as a mere surface, or as a mediator of the transcendent (i.e., the immaterial). Materiality is often dismissed as a slave to the pervasive subject/object dichotomy which pervades western discourse, wherein agency is ascribed only to the subject and the object functions as a mere receptacle of a script. But materiality is recalcitrant. Often, scripts need to be rewritten because materiality can only afford so much and because it is a wellspring of unintended consequences. Materiality is a stark reality; it is matter-reality which operates within the social milieu but independent of it.
In the spirit of Ingold, who promoted a hands-on engagement of materials as a more powerful method of analysis, I consider one particular kind of material.[1] I have studied this material and engaged with it professionally. The more familiar one is with a material, the closer she or he is to grasping (often literally) its materiality. But first, a proposition: In recognition that many materials are artifacts in themselves (i.e., plastics, alloys, and fabrics), I must reject the notion of a made artifact. For the purposes of this discussion, artificial materials do not exist, but rather all materials are modified from existing materials. The Law of Conservation of Materials might therefore be thus: Material is neither created nor destroyed; it merely changes form. This move, though it may seem radical and counterintuitive, at once erases the nature/culture boundary so prevalent in material culture studies and situates all materials as equally material, no matter how much human agency and effort has been invested in their modification (rather than “production”). Any material maintains its recalcitrance and stark reality, no matter how specialized the modification process.
Wrought iron serves as an excellent example of a material which, by its intrinsic properties, “pushes back” and forces other social actants to modify their own practice. The term “wrought iron” signifies several types of object; etymologically, it refers to any iron or iron alloy which has been heated and shaped by human labor. But wrought iron as a material is more specific, and it is rarely differentiated in everyday parlance. Wrought iron as a material refers to a commercially produced (i.e. modified) low-carbon iron refined using either the bloomery or the puddling process, and it contains enough slag and inclusions to be noticed by the naked eye. This discussion is concerned with iron modified using the puddling process, as this process resulted in the particular iron in the figures below.
The puddling process developed in 18th century England, and it was the first effective method of mass-producing stable, relatively uniform, and tough iron. Raw “pig iron,” iron bars which are the result of the initial smelting process, containing large amounts of slag, sulfur, phosphorus, and other undesirable materials, are melted down in a puddling furnace. As the iron melts, the dense iron sinks, and the lighter elements rise to the surface. A skilled ironworker, called a “puddler,” then either taps off the slag or scrapes it off the surface of the iron. Then, carefully watching the pool of iron and the color of the flames dancing across its surface, the ironworker must decide when to remove the iron. When the iron has reached the desired consistency, the ironworker draws the iron out on a rod and hands the lump of iron to others who “shingle” it. Shingling is the process of hammering a lump of orange-hot wrought iron into a thick bar. This squeezes out large pockets of molten slag within the iron and welds together any large gaps. The result is a bar of iron with little carbon strewn with longitudinal filaments of slag formed in the shingling process. As desired, the wrought iron can be refined a second, third, or fourth time in order to remove more of the impurities, but some will always remain. Years of experience are required to produce suitable wrought iron; the iron puddler must judge how much pig iron to add to a charge, when to tap off the slag, and when to draw out the lump of iron. Furthermore, the size of the charge depends upon the particular furnace the puddler is using. Iron factories imposed strict requirements upon puddlers to maximize production, based upon the size of the furnace: puddlers were expected to extract the iron once it reached a specific mass, anywhere from 100 to 200 lbs. A puddler who extracted a few pounds more or a few pounds less on a charge would be docked pay.
The process of modifying wrought iron is important because it determines the materiality of the iron. The material is specific because it bears very specific qualities which result from these processes. Its degree of hardness is one of the most important qualities. Wrought iron is soft when compared to alloy iron and steel. It is the result of attempting to arrive at pure iron. Such soft iron is easily worked with hammer and anvil, and it can be twisted easily into intricate shapes when hot. Such a soft and tough material lends itself well to forming rivets and tenons, a major method of joining iron before the advent of electrical arc welding. The material is relatively soft because it contains so little carbon.
The presence of carbon in iron causes the internal microstructure of the iron to form into tiny crystals. The higher the carbon content (up to 4% of the total weight of the material), the harder the iron and the stronger the crystals. The softness of wrought iron due to its low carbon content allows for a common test to determine whether a material is wrought iron: the spark test. Because wrought iron is soft, it will produce sparks of a certain pattern and duration when subjected to a grinding wheel: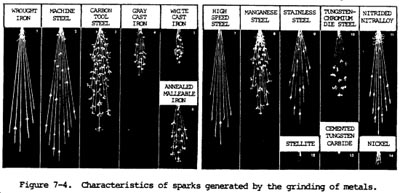
Because wrought iron is soft, the grinding wheel removed larger pieces from the mass of iron through abrasion. These pieces, glowing from the heat of friction, form long streaks of light to the naked eye. Compare these streaks to those of high carbon tool steel: smaller pieces are removed, absorb more heat per unit of mass, and branch out into other sparks as the carbon is ejected from the iron.
Wrought iron contains less than .02% carbon, carbon steels contain between .02% and 2.1%, and cast iron contains between 2.1% and 4% carbon. Cast iron is much harder than wrought iron and steel, but it is very brittle. Carbon steel is harder than wrought iron because of the crystalline structure, but it is more brittle. The middle-range of carbon in steel gives it qualities which neither wrought iron nor cast iron possess: the ability to be hardened and tempered. A thorough discussion of hardening and tempering steel lies outside the scope of this discussion of wrought iron, so it will suffice to say that wrought iron cannot be heat treated to modify its hardness or toughness.
The figure below shows a cross-section of a wrought iron rivet and several photomicrographs showing the internal structure. Notice how the softness of the material allowed it to be deformed without cracking and how the longitudinal filaments were bent along the same lines:

Source: Tim Foecke, “Metallurgy of the RMS Titanic,” National Institute of Standards and Technology
Despite the often repeated refining process, wrought iron still contains many impurities. I use the term “impurities” not as a pejorative, but rather in light of the modern familiarity and ubiquity of high quality steels which frame our world in the modern era. The impurities in wrought iron help to define it as a material, regardless of the baggage of commercial concepts of superiority. Indeed, when wrought iron was in use, it was conceived as more pure than other competing materials. The filaments of silicates, inclusions, and other slag throughout the material serve as one of its most distinctive characteristics in terms of its appearance and performance.
Because the wrought iron is drawn out using hammers and rollers, the impurities are also drawn into thin strands within the body of the material. The result is a material with a striated texture similar to wood grain. These striations, weaker than the surrounding iron, are often the site of stress cracking and failure of the material under stress:
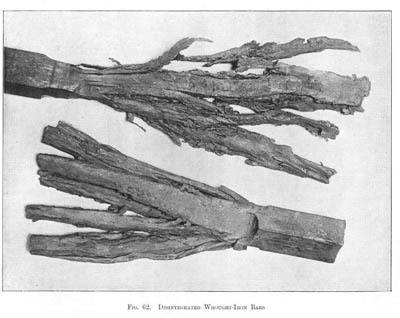
The Wrought iron bar above was hammered cold under a power hammer until the iron disintegrated along the strands of slag. Compare to a sample of mild steel subjected to the same treatment below:
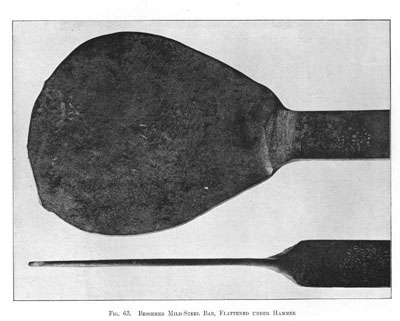
This steel, much more homogenous than the wrought iron, flattened neatly without separating.
Furthermore, the filaments of inclusions become more visible as the iron corrodes. As the exposed iron oxidizes and flakes away, the slag is exposed. Slag does not corrode, so it forms a weather and corrosion-resistant sheath around the iron. The iron surface becomes textured, indicating the exact lines of the slag. This distinctive pattern is clearly visible in example below.

This pattern in wrought iron makes it highly desirable for ornamental use today.
The inclusions in the material also allow for forge welding without flux. When iron or steel is heated, it hyperoxidizes in the atmosphere and quickly produces “scale” on the surface. This scale, essentially sheets of rust, must be brushed off the surface continually, lest it be hammered back into the material. Scale, when introduced into the material, compromises its strength and aesthetic appearance. Moreover, if two pieces of iron or steel are heated enough to be welded together, any scale in the joint will prevent a tight bond. When welding steel, one must coat the surfaces to be welded with flux, a nonreactive coating such as Borax, which separates the hot steel from the atmosphere and is squeezed out when the pieces are hammered together. Wrought iron also produces some scale when heated, but it can often be forge welded without flux. As the wrought iron is heated, the slag melts and forms a coating on the surface of the iron. When white hot (aka at a “welding heat), the wrought iron “sweats,” that is, the impurities coat the surface and give it the appearance of dripping liquid. As two heated segments of wrought iron are hammered together, the iron sticks and squeezes out the slag just as in the shingling process mentioned above.
Because wrought iron is the result of the educated judgment and feel of skilled puddlers rather than the exacting calculations of computers, it is a highly variable material. From puddler to puddler, and even batch to batch, the composition and precise properties of the iron can differ in the same way that a baker never bakes the same loaf of bread twice. One common result is a, area within the material with more or less inclusions and slag than the body of the material. The arrow in the figure below points to a pit, over half an inch deep, where there was either a zone of high slag (and it fell out) or a zone of high purity (and it rusted out). This iron dates from 1868.

This pitting also occurs on a smaller and more uniform scale on the surface of wrought iron as it weathers. Not only do the filaments become apparent, but areas of varying composition also reveal themselves as small pits across the surface of the iron in both the image above and the one below:

The inclusions do more than determine the iron’s appearance. When heated in a forge, wrought iron has an earthy smell distinct from steel. When hammered, the cool end of a wrought iron bar produces a “thud” sound rather than the ringing of steel.
Wrought iron began to fall out of use in the mid-19th century due to the introduction of the Bessemer Process, which produced quantities and qualities of carbon steel which far exceeded the production of wrought iron. Gone were the days of the skilled iron puddler plying his craft, producing about a ton of wrought iron a day. A single Bessemer furnace could produce 120 tons of carbon steel in one day using low-skilled labor.
Today, the material is treated by consumers as a novelty and by metalworkers as a desirable commodity. No commercial iron puddling factories operate anymore, and wrought iron from old fences, bridges, and water towers is recycled. Quality wrought iron can fetch over US $1 per pound (for comparison, copper has recently soared to US $3.70 per pound). Wrought iron maintains qualities desired in fine ironwork: softness, malleability, texture, ease of welding, weathering patterns, and the certain nostalgic value of working with a material which the iron industry has dubbed obsolete for over a century.
Materiality matters. The matter-reality of wrought iron was developed with certain scripts in mind, but it also continues to write scripts upon those who use it. The various affordances of the material determine how it is produced, how it looks, how it functions (or ceases to function), how it can be modified, and how it can be used (or re-used). Materiality is not a surface, but it can include surfaces. It is not a symbol, but it can serve as symbols. It is not a script, but it can serve scripts and force its own scripts. Materiality is not a product of society, but it can be modified by a society.